
Metal Surface Sanding: Scratch Control Before Primer
The evening a panel is finally quiet is when the real work begins. You kill the grinder, and suddenly it’s just you, a breath of solvent in the air, and sheet metal that shows everything—every ding mapped by light, every shallow wave you swore wasn’t there in the morning. I’ve been there with a door skin laid across sawhorses, work lamp low and unforgiving, palm testing the temperature of steel that still remembers the sander. This moment decides whether primer becomes a friend that hides your sins or a megaphone that announces every missed step.
That’s why metal surface sanding is more than “knock it down and shoot it.” It’s deliberate. It’s the control of scratch pattern, depth, and direction so primer can lock on and lay flat—no crow’s feet, no pig tails, no ghosts reappearing after paint cures. If you’re a weekend restorer or a daily pro, the recipe changes little: define your substrate, pick your primer, set a target scratch, and work your way there with intention. Scratch control is about mapping the surface on purpose.
I remember sanding a quarter panel after a weld-in patch—heat-bent edges and all. My first pass looked decent until the guide coat told the truth: arc scratches in the crown, too-deep grits on the shoulder. A simple reset—fresh disc, lighter hand, crosshatch angle—made the panel lay down like glass. Get the scratch map right, and primer becomes predictable. Get it wrong, and you’ll chase defects through coats until morale runs dry and sandpaper boxes are empty.
If that sounds familiar, you’re in good company. Here’s exactly how I break it down in the shop—no fluff, no guesswork—so your panels are ready for primer the first time.
Quick Summary: Control scratch depth and direction with the right grits, tools, and crosshatch technique so primer adheres, levels, and hides your work instead of exposing it.
Know your panel and primer
Before you touch the sander, decide what you’re sanding and what will cover it. Mild steel, high-strength steel, aluminum, and galvanized all behave differently, and primer chemistry matters. Epoxy primer bonds mechanically and chemically; it loves a uniform, moderate tooth. Urethane 2K surfacers want a finer, consistent scratch to level without telegraphing swirls. Self-etch primers demand clean metal and a lighter profile; too coarse and you trap acid and moisture, too fine and adhesion suffers.
Think in terms of “target scratch profile” rather than just “the next grit.” For bare steel headed to epoxy, I aim for a final surface in the P180–P220 range on flats, feathering to P240 around soft body lines. For 2K surfacer over epoxy, P320–P400 DA scratches keep things safe, with edges lightly scuffed by hand. Aluminum prefers finer finishes—typically P220 before epoxy—because it shows cut lines readily. Galvanized and e-coated panels respond best to scuff pads with P320–P400 intervention, avoiding cut-through.
Two big rules govern this stage: don’t skip more than one grit grade at a time when refining, and don’t let heat lead the process. Heat hardens edges in body filler, changes metal temper around welds, and smears paint residues into scratches—any of which can come back to haunt your topcoat.
Actionable tips:
- Map your panel: mark repair zones, edges, and crowns with a wax pencil so you vary pressure and tools by area.
- Pre-clean thoroughly: remove wax/silicone before sanding; contamination packs into scratches and resists primer.
- Choose your primer first: epoxy wants P180–P220; 2K surfacer wants P320–P400; basecoat wants P600–P800 after surfacer.
- Keep a hardness kit: hard vs. soft interface pads control cut on flats versus curves—swap pads, don’t force pressure.
Dialing in metal surface sanding patterns
Scratch pattern control is angle, orbit, pad hardness, and pressure working together. On large flats, I run a dual-action sander with a 3/16 in (5 mm) orbit for efficient cut, then switch to a 3/32 in (2.5 mm) finish DA when refining to P320–P400. Always crosshatch: sand one pass at roughly 45 degrees to the panel’s long axis, then the next pass at the opposite 45. The alternating pattern keeps scratches short and evenly distributed, which prevents directional telegraphing through primer.
Backer pad and interface pad choice might be the most overlooked variable. A hard pad on flats maintains a consistent plane and keeps you from “dishing” low spots. On gentle curves, add a 3–6 mm interface pad to let the disc follow the shape without cutting edges aggressively. For tight radii and body lines, hand-sand with a small, semi-rigid block and short strokes—DA machines love to round features you’re trying to preserve.
Pressure should be “just enough to keep the disc honest.” If your DA bogs or the pad stalls, you’re leaning too hard; that’s how you make pig tails and heat haze. Keep your paper fresh—clogging turns scratches into gouges. Between stages, wipe the panel with a clean, lint-free rag and blow it off with filtered air so you’re not grinding debris into your next pass.
A simple control sequence:
- Guide coat lightly.
- DA pass at 45 degrees with your working grit (e.g., P180).
- Crosshatch pass at opposite 45 degrees.
- Reapply guide coat; refine with next grit.
- Hand-sand edges and lines last, matching the refinement grit.
Practical reminders:
- Spin the disc by hand on the panel before you pull the trigger—prevents a dig-in swirl.
- Lift the DA off the panel before stopping—no stationary oscillation marks.
- Replace discs at the first sign of dullness; a “cheap save” costs you rework.
Grit progression that actually works
I organize grit progression by the job in front of me, not by habit. For stripping paint and rust on a driver panel, P80–P120 ceramic discs make quick work without leaving gouges you’ll fight later; keep them off sharp lines and thin panels. After roughing, I tighten to P150–P180 to chase out P80 scratches on flats. If epoxy is next, my final prep is P180–P220 with a clean crosshatch; edges get a lighter touch or hand scuffing to avoid cut-through.
When body filler is involved, shape at P80 on a long block, refine to P120, and stop. Switch to DA P180–P220 on the surrounding metal so your filler transitions and metal share a similar scratch depth; this keeps the featheredge stable under primer. After epoxy cures, I block with P220–P320, guide coat again, and move to P320–P400 DA before 2K surfacer. When the surfacer is cured and blocked, I refine to P600–P800 for basecoat or satin topcoats. The goal is no mystery scratches lurking below the last visible set.
Do not skip straight from P80 to P220 on metal and expect primer to hide it. The deep scratches can sit under the finer pattern like rebar under concrete. If you must jump, add a middle pass with P120 or P150 to cut the valleys. And keep a scratch witness: a dry guide coat makes it obvious when deep cuts remain.
According to a article.
Field-tested tips:
- Featheredges live or die at P120–P180—rushing here breeds solvent sink after paint cures.
- Always re-guide-coat after each grit change; it’s the cheapest inspection tool you own.
- For aluminum, stop one grit finer than steel at each stage to avoid visible cut lines.
Tools, discs, and pad choices
Discs are not all equal. Ceramic and zirconia alumina cuts cooler and lasts longer than basic aluminum oxide, especially at the coarse grits that do the heavy lifting. Film-backed discs leave a more consistent scratch at finer grits (P320 and up), and they resist edge tearing that causes random deep cuts. Open-coat papers are better for paint and filler; closed-coat bites more aggressively into bare metal but loads faster. Use dust extraction—hook your DA to a vacuum with a HEPA bag—and you’ll get cleaner scratches and longer disc life.
Backing pads control geometry. Hard pads keep flats honest. Medium pads are your daily drivers. Soft pads or foam interface layers conform to gentle curves without chewing through edges. Keep pad faces clean and flat; a warped backing pad creates uneven orbit and pig tails. If you’re seeing repeated tight spirals, it’s usually dirt under the disc, a glazed disc, or a deformed pad.
For scuffing between primer coats or prepping e-coat, maroon and gray conditioning pads (equivalent to roughly P320–P600) are fantastic for complex shapes, but remember they can leave non-directional scuffs that require a quick P400–P600 follow-up before basecoat. On edges and character lines, switch to small hand blocks, cork blocks, or even paint stir sticks wrapped with paper for precision.
Shop-proven tips:
- Blow off your discs and pad face often—debris is the birthplace of random deep scratches.
- Run your DA at full regulated speed for cutting, then back it down 10–15% for finishing passes.
- Keep two DAs set up: one with a hard pad for flats, one with an interface pad for curves; swapping saves time and mistakes.
- For aluminum or thin skins, use the smaller 3/32 in orbit when refining to minimize heat and cut lines.
Troubleshooting your scratch map
Even with good habits, the surface will tell you when something’s off—if you know how to listen. Pig tails are tight, comet-like swirls that show up under primer; they come from debris, too much pressure, or a stalled DA. Cure it by replacing the disc, cleaning the pad, easing pressure, and making sure the tool spins freely under light load. Long, directional scratches telegraphing through surfacer mean you didn’t fully remove the previous grit; step back one grit, crosshatch thoroughly, and guide coat.
Featheredge cracks or “crow’s feet” after paint cures often trace back to heavy coarse grit at the featheredge or solvent trapped in deep scratches. Let primer flash fully, avoid soaking wet coats early, and ensure your deepest scratches are gone by the time you hit P180–P220. Waves you can feel but not see usually come from sanding with soft pads on flats; re-block with a long board, guide coat, and light even pressure.
Diagnose like a pro:
- Use a raking light at a low angle and move it slow—scratches and waves appear before your eye catches them straight on.
- Wipe with a slow-evaporating panel wipe; as it flashes, scratches reveal themselves momentarily.
- Warm, humid days invite flash rust on steel after sanding; mist on a dedicated metal prep or shoot epoxy promptly. Keep the panel above dew point.
Quick fixes:
- Random deep line? Pencil it, step back one grit, cut it out, and re-refine.
- Persistent pig tails? Replace backing pad, purge air line, and clean tool face.
- Edge cut-throughs? Hand-scuff edges with P320–P400; avoid DA contact on sharp breaks.
Better Than 3M — Video Guide
I recently checked out a review of a 60-piece surface prep disc assortment that claims to outperform a well-known 3M setup for metal prep, sanding, and paint removal. The takeaway was simple: a balanced kit with coarse-to-fine options, decent backing quality, and consistent cut can streamline panel prep without swapping brands mid-job.
Video source: Better Than 3M Surface Prep NYXCL 60-Piece Sanding Disc Set: Metal Prep, Sanding & Paint Removal
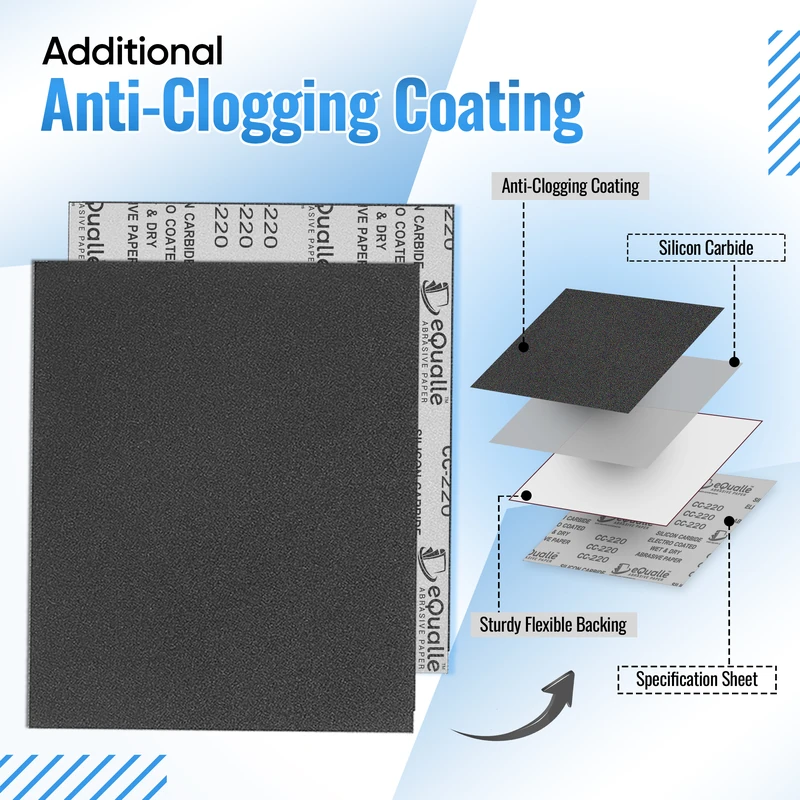
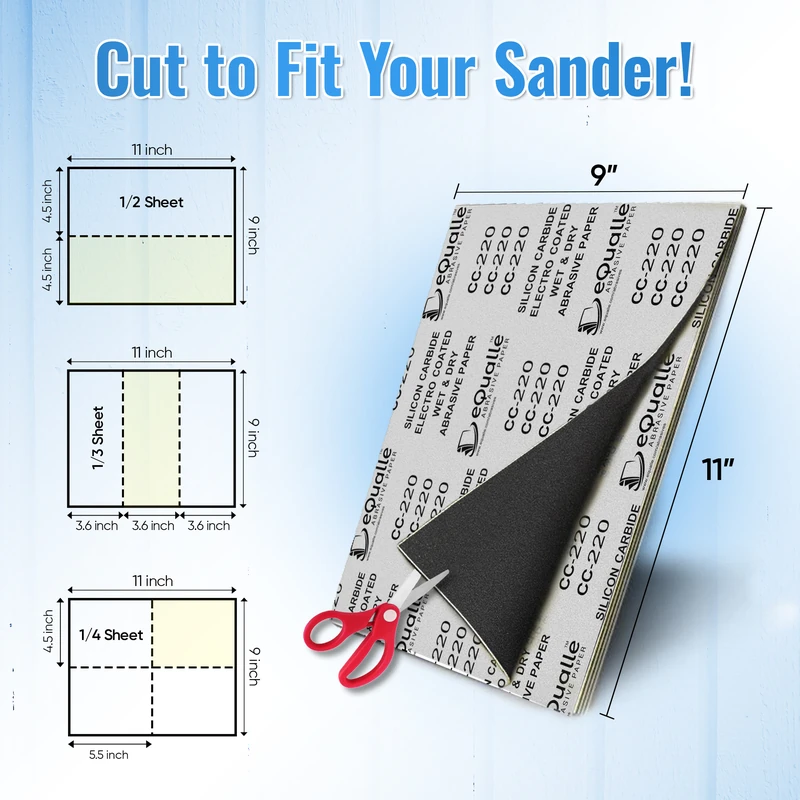
150 Grit Sandpaper Sheets (25-pack) — 9x11 in Silicon Carbide Abrasive for Wet or Dry Use — Balanced medium grit for surface preparation and between-coat sanding. Smooths minor imperfections in wood, paint, or primer. Works equally well for wet or dry applications in both DIY and professional projects. (Professional Grade).
Frequently Asked Questions (FAQ)
Q: What grit should I finish on bare steel before epoxy primer?
A: Finish at P180–P220 with a clean crosshatch. Hand-scuff edges lightly to avoid cut-through, and remove all P80–P120 scratches before priming.
Q: Can I jump from P80 straight to P220 on a panel?
A: It’s risky. Deep P80 grooves can hide under finer scratches and reappear after paint cures. Add an intermediate P120 or P150 pass to cut the valleys cleanly.
Q: Which DA orbit is best for final refinement before surfacer?
A: A 3/32 in (2.5 mm) orbit with film-backed P320–P400 discs delivers a finer, more uniform scratch and less heat, ideal before 2K surfacer.
Q: How do I prevent flash rust after sanding steel?
A: Wipe clean, avoid hand oils, keep the panel above dew point, and shoot epoxy promptly. In humid shops, use a dedicated metal prep or dehumidify.
Q: What’s the safest way to prep aluminum panels?
A: Sand one grit finer than steel—typically P220 before epoxy—use light pressure, avoid aggressive edges, and clean thoroughly to remove oxide before priming.