
Finding the best sandpaper brand for Film Quality
The first time you can see your reflection in a fresh topcoat—no dull patches, no halos, just a seamless mirror—it isn’t luck. It’s the culmination of choices made long before the finish flashed off: substrate prep, abrasive selection, grit progression, and dust control. If you’ve ever watched a flawless film go streaky after buffing, or chased phantom swirls that only appear under raking light, you’ve met the limits of your sanding system. Selecting the best sandpaper brand for your process isn’t a logo decision; it’s a question of film quality, abrasive geometry, and how the disc, pad, and vacuum work as one.
Picture a cabinetmaker surfacing a walnut door for a waterborne polyurethane. The first pass with a premium film-backed disc tracks dead-flat, leaving a uniform scratch pattern that melts away at the next grit jump. The net disc that follows keeps the pad clean; resin stearates slough off dust rather than smearing it into heat marks. By the seal-coat scuff, everything is predictable: no random deep cuts, no loaded edges. Contrast that with a paper-backed bargain disc that curls under heat, rounds over profiles, loads at the nose, and seeds rogue scratches you’ll only see after the last coat. One path conserves film build and time; the other taxes both.
Professionals on premium product lines—architectural millwork, automotive refinish, solid-surface, instrument making—need controlled abrasion that scales. Film-backed abrasives with consistent mineral placement and durable resin bonds are why some brands command loyalty. The choice of backing, coat weight, mineral type, and hole design determine whether your orbital leaves an even, fast-cutting lattice of scratches or a messy field that telegraphs through the final film. The difference between “close enough” and “flawless” lives in these details.
Quick Summary: Premium film-backed abrasives, a disciplined grit sequence, and dust-managed sanding workflows are the fastest route to defect-free, high-build finish films.
Why film-backed abrasives change the game
Film-backings (usually polyester) deliver a dimensional stability that latex-saturated papers can’t match under heat, pressure, and vacuum. That stability keeps the disc flat on the pad so the abrasive grains cut evenly, which is the foundation for repeatable film quality. A premium film system combines several engineered layers:
- Backing: Thin, tough PET resists edge tearing and humidity curl, critical for ROS machines on edges and contours.
- Resin bonds: Heat-resistant phenolic or hybrid resin systems maintain grain adhesion at high RPM, preventing early grain shed and deep trailing scratches.
- Mineral: From general-purpose aluminum oxide to precision-shaped ceramic alumina, grain geometry controls “cut per unit pressure” and scratch uniformity.
- Coat: Open, semi-open, or closed coat adjusts aggressiveness and loading. Open coat reduces clogging on gummy substrates; closed coat yields finer, more uniform scratch fields on cured films.
- Topcoats: Zinc stearate or proprietary anti-loading layers lower friction, dissipate heat, and release dust rather than smearing it into the work.
On premium product lines, the tolerances stack. A consistent FEPA P grit size distribution means your P320 isn’t hiding P220 boulders that will resurface at the polishing stage. Electrostatic grain orientation stands minerals upright so they slice, not plow, reducing sub-surface damage that can blossom as dieback in clears or witness lines in polyurethane. Multi-hole or net patterns plus high-CFM extraction keep the interface pad cool and evacuate fines so the cut stays linear rather than glazing into burnishing.
The upshot: film-backed discs maintain a tight scratch-depth window (think RA and RZ within known bounds), enabling smaller grit jumps, faster refinement, and fewer surprises after topcoat flow-out and cure. That is why they’re standard in high-end shops, where rework margins are thin.
Choosing the best sandpaper brand for premium film
The best sandpaper brand depends on your substrate, finish system, and equipment, but the underlying criteria are technical, not tribal. Evaluate brands along five axes:
Mineral technology: Precision-shaped ceramic grains (micro-replicated or fractured-ceramic) deliver higher cut rates at lower forces and last longer than conventional aluminum oxide. For heavy leveling, ceramic hybrids shine; for between-coat scuffs, treated aluminum oxides often leave a cleaner scratch with less risk of pigtails.
Backing integrity: Look for PET film thickness that balances conformability with stability. Ultra-thin films excel on flats and microfinishing; slightly thicker films handle edges without “edge-knife” failures.
Anti-loading chemistry: Modern stearates and low-friction topcoats reduce heat and resin smear—a must on catalyzed finishes, high-solids clears, and resiny woods. Some brands also bake in anti-static properties that help with dust release.
Hole and net architecture: A well-engineered multi-hole pattern aligned to your pad, or a full net architecture, dramatically extends disc life and controls scratch clarity. Mismatched hole patterns undercut any brand’s potential.
Quality control: Tight grit distributions, uniform resin coats, and robust center-to-edge adhesion separate premium lines from economy packs. You should see fewer outliers: no rogue deep scratches or premature edge shedding.
Across the field, flagship lines from established manufacturers illustrate these traits: micro-replicated ceramics for high removal without gouging, film backings that stay flat under heat, and net variants that pair with high-flow extractors. Value lines still have a place for rough stock removal where scratch uniformity is less critical, but they rarely deliver the scratch constancy demanded by high-gloss finishes.
H3: Brand selection tips
- For aggressive leveling of primer or sealer, start with a ceramic film P240–P320, then switch to a treated AlOx film for the final pre-topcoat passes to optimize scratch clarity.
- If your discs load at the nose, move to an open-coat film or net disc at the same grit and increase CFM rather than jumping grits.
- Match pad density to the brand’s intent: hard pads for flats with micro-replicated ceramics; medium or interface foam for profiles and net abrasives.
- On dark, high-gloss finishes, prioritize brands with documented RA/RZ targets per grit; verify with a handheld profilometer if possible.
- Buy in the grit spans you truly use; premium brands shine most from P240–P1500 where scratch uniformity moves the needle on finish film.
Grit strategy for defect-free topcoats
Film quality is governed as much by sequence discipline as brand. A rational grit progression controls scratch depth step-down so you aren’t chasing ghosts at the end. Work backward from the finish and substrate:
Waterborne polyurethane on hardwood:
- Substrate prep: P120 → P150 → P180 on raw wood (keep jumps ≤ one-third reduction in scratch depth).
- Sealer level: P240 or P320 film to knock nibs and level without cutting through.
- Pre-topcoat scuff: P320–P400 film with light pressure and full extraction, aligning scratches with the long axis on flats.
- Final rub-out (if required): P800–P1500 film or foam-backed microfinishing film before buffing; use interface on profiles to avoid cut-throughs.
Automotive 2K clear:
- Post-cure level: P800 → P1000 with film discs, reducing orange peel peaks cleanly.
- Refinement: P1500 → P2000–P3000 on film or trizact-style engineered abrasives to minimize compounding time.
- Polishing: Use diminishing abrasives; avoid overworking edges where film build is thin.
Solid-surface/acrylic:
- Flatten: P220–P320 ceramic film for planar control.
- Uniform matte: P400–P800 film or net; step to nonwoven abrasives for satin, or to P1500–P2000 films for semi-gloss.
Rules of thumb:
- Keep grit jumps conservative when moving into finish films: aim for 1.4–1.6x grit steps (e.g., P320 → P400 → P600) to avoid leaving deeper scratches stranded.
- Maintain pad flatness; avoid tipping the sander. Interface pads help on contours but soften the cut—adjust grit accordingly.
- Track RA changes if possible: in many clear systems, moving from ~2.0–2.5 µm (P800) to ~0.5–0.7 µm (P3000) greatly reduces polishing heat and risk.
- Clean between steps. Commingling P320 dust on a P600 pass is how “mystery” swirls happen.
According to a article.
Dust extraction, heat, and loading control
Abrasive performance collapses when dust becomes a third body at the interface. The triad—airflow, pad design, and abrasive architecture—governs temperature, loading, and scratch fidelity.
Airflow: High-CFM extractors with auto-start keep the pad cool and the abrasive cutting. A clogged HEPA or a leaking hose elbow can raise interface temperature by tens of degrees, softening resin bonds and smearing finishes. Validate CFM at the pad, not just at the vac inlet.
Pad design: Hard, multi-hole pads maintain planarity and enhance dust drawdown on film-backed discs; soft pads with interface foam decouple the disc from microtopography, useful on profiles but more prone to loading. Replace worn hook-and-loop pads; deformed hooks “bounce” the disc, creating random deep cuts.
Abrasive architecture: Net abrasives excel on resinous species and fresh coatings because there’s almost no place for dust to hide; multi-hole film discs can rival them when hole patterns match pad flow. Stearate topcoats reduce the adhesion energy of dust; you’ll see dust “cone” under extraction rather than smear.
Heat is the stealth killer. Excessive downforce, dull minerals, and compromised extraction turn cutting into plowing and frictional burnishing. You may not see burn but you’ll see its signature: glazed surfaces that refuse to level, loaded edges, and sudden pigtails as partially released grains roll. Use tach-limited ROS speeds and let the mineral geometry do the work. If loading starts, stop and clean: a quick hit with a crepe stick or vacuum brush extends disc life without driving debris deeper.
Actionable controls:
- Map your vac-to-pad system loss; oversize hoses and keep runs short. A 27 mm hose at 5 m is a different ecosystem than a 36 mm at 3 m.
- Index the disc to the pad’s hole pattern; even a small misalignment measurably degrades extraction.
- Avoid pressing hard to chase a defect; drop one grit, keep the pad flat, and re-level at a controlled cut rate.
Workflow: wood, solid-surface, and auto clear
Each substrate and finish demands a tuned workflow. Here are three proven patterns that protect film quality while maximizing throughput.
Fine woodworking with waterborne topcoats:
- Mill and acclimate stock to equilibrium moisture; pre-raise grain with a damp wipe if using waterborne systems.
- Sand raw wood P120 → P150 → P180 on a medium pad; vacuum thoroughly.
- Seal; level with P240–P320 film. Move to P320–P400 between coats with ultra-light passes to avoid thinning edges and profiles.
- For a showroom gloss, refine dust nibs after the final coat at P1000–P1500 on a firm interface, keeping the sander moving and the vac at full draw. Buff with a fine compound only after full cure to prevent witness lines.
Solid-surface and acrylics:
- Flatten seams with P220–P320 ceramic film on a hard pad; keep the machine square to the seam to avoid crowning.
- Progress P400 → P600 → P800; for a consistent satin, finish with nonwoven abrasives in a crosshatch. For higher gloss, jump to P1200–P2000 film and follow with a plastic polish. Water-lubrication can reduce heat and static, but ensure your discs are rated for wet use.
Automotive clear refinishing:
- After adequate bake/cure, knock down peel with P800–P1000 film on a hard pad. Keep strokes overlapping 70–80% and avoid dwelling at panel edges.
- Refine P1500 → P2000–P3000 with engineered microfinishing film. Use an interface to ride curvature without facetting.
- Polish with diminishing abrasives; control panel temperature. Any residual P800 scratch will force aggressive compounding that risks swirl generation.
Cross-cutting practices:
- Always align the last two scratch patterns 90° to each other; use raking light to verify the older pattern is fully erased.
- Edge discipline saves film build. Feather pressure on profiles; consider masking sharp corners during aggressive stages.
- Validate with solvent float or naphtha wipe before committing to topcoat; it reveals latent scratch networks you might miss dry.
Best "Sandpaper" Brand? — Video Guide
A comparative video review surveys a spread of familiar names—3M Cubitron, Diablo, Mirka, Norton, Bosch, DeWalt, Makita, and others—putting cut rate, durability, and price-per-job under the microscope. The host runs controlled passes, monitors loading, and checks how well discs maintain scratch uniformity as they wear.
Video source: Best "Sandpaper" Brand? 3M Cubitron, Diablo, Mirka, Norton, Makita, DeWalt, Bosch Sand Paper
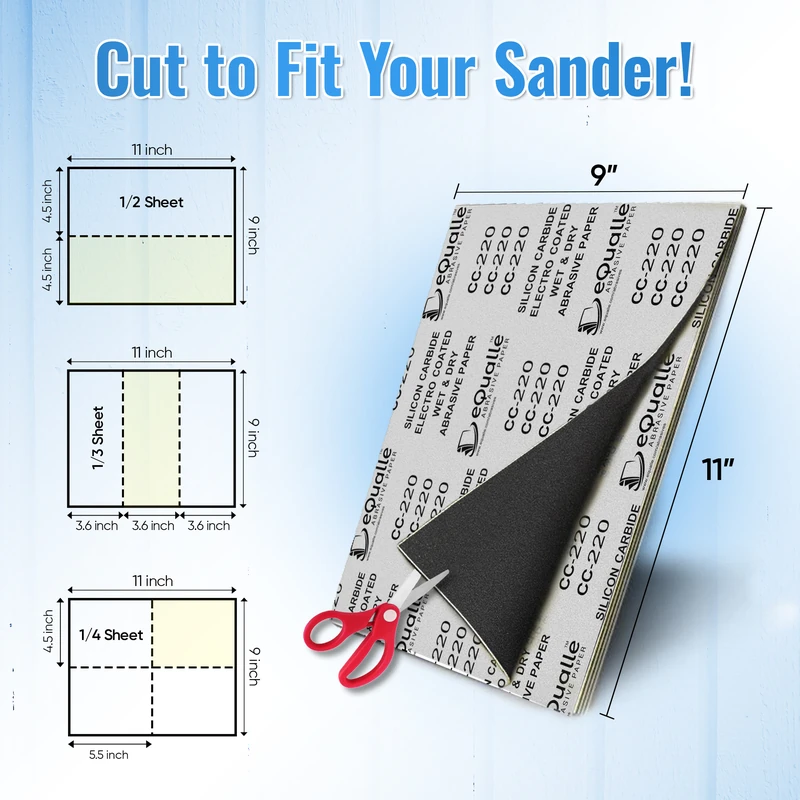
220 Grit Sandpaper Sheets (10-pack) — 9x11 in Silicon Carbide Abrasive for Wet or Dry Use — Refined medium-fine abrasive for final surface leveling on primed or sealed materials. Great for smooth touch-ups before finishing. (Professional Grade).
Frequently Asked Questions (FAQ)
Q: How do I know if a disc’s scratch pattern is uniform enough for high-gloss finishes?
A: Use raking light between grit changes and, ideally, a handheld surface profilometer to confirm RA/RZ reduction is consistent across the field. If you see random deeper cuts surviving into the next grit, switch to a higher-quality film-backed disc or reduce your grit jump.
Q: Film-backed vs. net abrasives: which should I pick for between-coat scuffing?
A: For cured finishes, film-backed discs with treated aluminum oxide often leave the cleanest, most uniform scratch. If you’re sanding fresh or gummy coatings, net abrasives paired with high CFM extraction resist loading better and maintain cut without smearing.
Q: What’s the safest grit to scuff a sealer without risking cut-through?
A: P320 on a medium pad is a reliable starting point for most sealers. Use light pressure, full extraction, and short dwell times at edges. If you’re working a thin build or fragile dye layers, drop to P400 and make an extra pass.
Q: Do premium ceramic discs always beat aluminum oxide on final passes?
A: Not always. Ceramics excel at stock removal and maintain cut longer, but on the last pre-finish steps, a high-grade, stearated aluminum oxide film can produce a finer, more polish-friendly scratch. Many pros level with ceramic and refine with AlOx.
Q: Why do I still get pigtails with premium discs and a clean vac?
A: Pigtails come from a few root causes: a partially released grain rolling under the disc, debris embedded in the pad/interface, or excessive downforce causing swirl instability. Replace worn pads, brush the hook-and-loop surface clean, lower pressure, and let the abrasive geometry cut.